Robot de sudură MIG pulsată din oțel inoxidabil cu braț cu 6 axe, certificat CE



Caracteristici
-Brațul robotic:
- Proces de turnare sub presiune, braț din aluminiu, mai ușor și mai flexibil
- Cablurile și terminalele interne ale robotului sunt fabricate de mărci de renume mondial: DYEDEN, TAIYO, la fel ca ABB și Fanuc.
- Marcă chinezească de top de controler, motor și reductor.
-Pistolet de sudură MIG:
- Pistolet de sudură răcit cu apă:
- Designul optimizat al roții de alimentare cu sârmă face ca alimentarea cu sârmă să fie mai stabilă.
- Cu senzor anti-coliziune
-Aparat de sudură MIG:
Model: Aotai NBC350RP
- Funcție de impuls unic, tensiune constantă
- Materiale aplicabile: oțel carbon, oțel inoxidabil, aluminiu
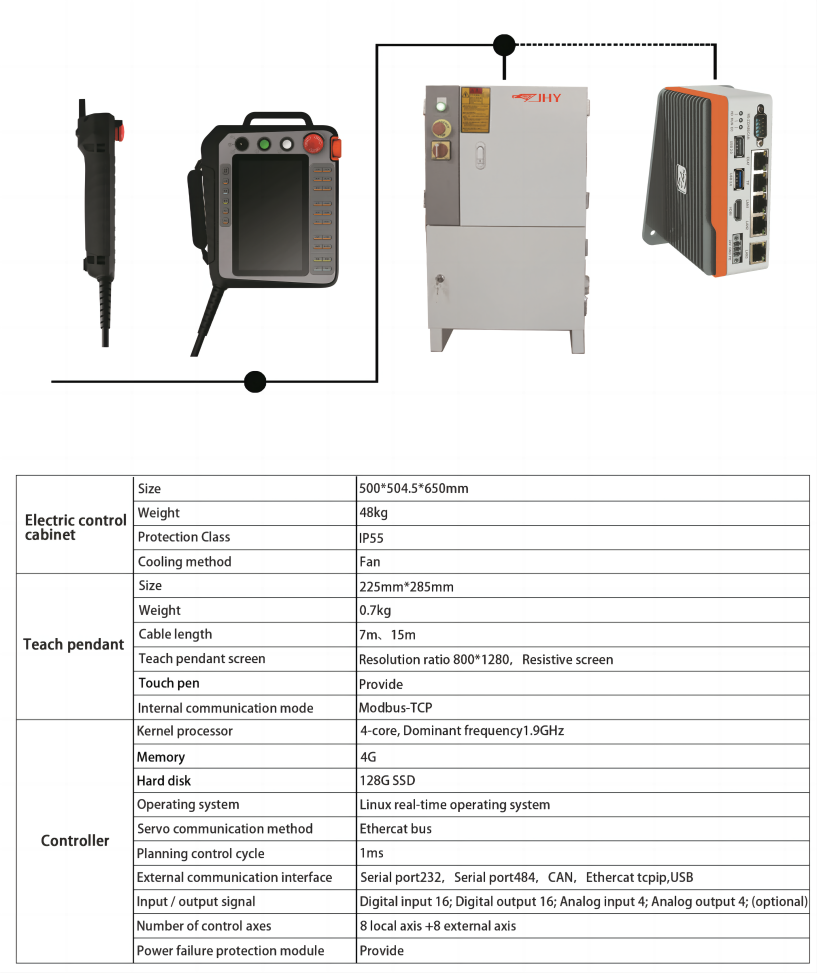
Sistem de control al robotului de sudură -JHY:
-Poziționer de sudură și șină de mers pentru robot
- Poziționerele de sudură cu 1 axă, 2 axe și 3 axe sunt opționale. Sarcina utilă și dimensiunea mesei de lucru pot fi personalizate în funcție de cerințe.
- Șina de mers pentru robot poate fi personalizată în funcție de cerințele clientului. Lungime 3/6/9/12 m. Sarcină utilă: 500/1000 kg.
ATENȚIA LA FIECARE DETALIU ÎI FACE PE ROBOTUL BR MAI BUN
Scrie mesajul tău aici și trimite-l nouă




