Robot de sudură MIG MAG cu 6 axe, gamă de 1500 mm, cu aparat de sudură





Caracteristici
-Brațul robotic:
- Proces de turnare sub presiune, braț din aluminiu, mai ușor și mai flexibil
- Cablurile și terminalele interne ale robotului sunt fabricate de mărci de renume mondial: DYEDEN, TAIYO, la fel ca ABB și Fanuc.
- Marcă chinezească de top de controler, motor și reductor.
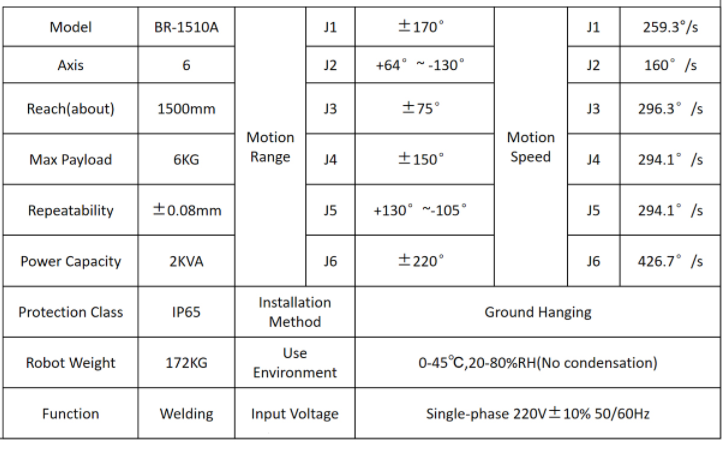
Parametrii robotului de sudură MIG BR-1510 sunt prezentați mai jos:
Sistem de control al robotului de sudură -JHY:

-Aparat de sudură: Aotai NBC350RL
-
Are trei moduri de sudare: stropire redusă, sudare rapidă prin puncte și presiune constantă
- Poate realiza sudarea cu stropi ultra-reduși a oțelului carbon de 1~3 mm. Cantitatea de stropi de sudură este redusă cu 60%;
- Aportul de căldură este redus cu 10% ~ 20%, iar sudarea plăcilor subțiri este ușor de controlat, iar deformarea este mică;
- Sistemul complet digital realizează controlul precis al tranziției picăturilor și obține o calitate a sudării continuă și stabilă;
- Tehnologia invertorului cu comutare ușoară poate îmbunătăți fiabilitatea întregii mașini și poate economisi energie și electricitate;
- Sistemul complet digital de control al alimentării cu sârmă de înaltă precizie, dispozitivul de alimentare cu sârmă cu control complet digital cu două acționări și doi slave, cu encoder, poate asigura stabilitatea alimentării cu sârmă chiar dacă factorii externi, cum ar fi tensiunea de alimentare și rezistența la alimentarea cu sârmă, se modifică.
-Pistolet de sudură:
- Răcire cu aer și dispozitiv anti-coliziune de înaltă sensibilitate, prelungește considerabil durata de viață a torței
-Poziționer de sudură și șină de mers pentru robot
- Poziționerele de sudură cu 1 axă, 2 axe și 3 axe sunt opționale. Sarcina utilă și dimensiunea mesei de lucru pot fi personalizate în funcție de cerințe.
- Șina de mers pentru robot poate fi personalizată în funcție de cerințele clientului. Lungime 3/6/9/12 m. Sarcină utilă: 500/1000 kg.
- Întreținerea mașinii este simplă și ușor de utilizat, iar durata de viață proiectată este de peste 10 ani
Atenția acordată fiecărui detaliu face robotul JHY mai bun
Scrie mesajul tău aici și trimite-l nouă




